熱電偶焊接方式對(duì)測(cè)溫正確性的影響
發(fā)布時(shí)間:2023-01-30
瀏覽次數(shù):
摘要:溫度測(cè)量的準(zhǔn)確性直接影響到金屬材料的相變點(diǎn)等溫轉(zhuǎn)變曲線、連續(xù)冷卻轉(zhuǎn)變曲線的可靠性。以三種焊接方式對(duì)相變點(diǎn)進(jìn)行測(cè)試,通過對(duì)測(cè)溫結(jié)果的對(duì)比,找出了理想的
熱電偶焊接方式,并進(jìn)行了理論推導(dǎo),證明了其可行性,。
試驗(yàn)條件
1.1試驗(yàn)用鋼
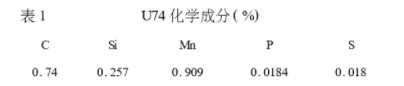
采用U74鋼種,化學(xué)成分如表1,。試樣經(jīng)850℃退火以消除應(yīng)力及內(nèi)部組織的不均勻性,。
1.2試驗(yàn)設(shè)備
試驗(yàn)所用設(shè)備為日本產(chǎn)Fomnaster-D(FIM-4型)全自動(dòng)相變儀,。熱電偶采用直徑為0.2mm的
鉑銠10-鉑熱電偶。試樣尺寸為暢φ3×10mm,一端有一個(gè)φ2×2mm的小孔,。
1.3試驗(yàn)條件
選用200℃小時(shí)的速度均勻升溫,以最大限度接近平衡轉(zhuǎn)變,儀器所用加熱方式為高頻感應(yīng)加熱方式,。
1.4熱電偶焊接方法
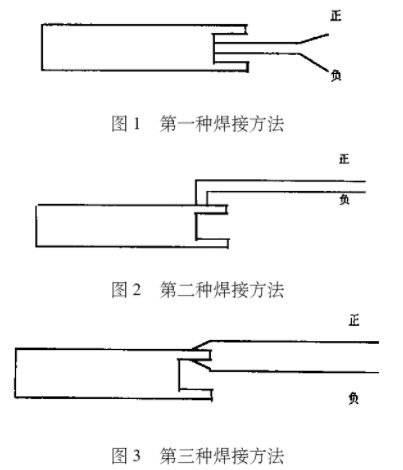
第一種焊接方法(I),如圖1所示。
第二種焊接方法(II),如圖2所示,。
第三種焊接方法(III),如圖3所示,。
第一、二種焊接方法均為首先用碳弧焊將熱電偶兩極先焊在一起,然后再分別用儲(chǔ)能焊焊在試樣小孔的底部中心位置及外表面處,。第三種焊接方法是將熱電偶兩極分別用儲(chǔ)能焊直接焊于試樣小孔的內(nèi)外壁上,。
2測(cè)量結(jié)果
熱電偶以三種焊接方式測(cè)量U74鋼種的相變點(diǎn),其測(cè)試結(jié)果如表2.
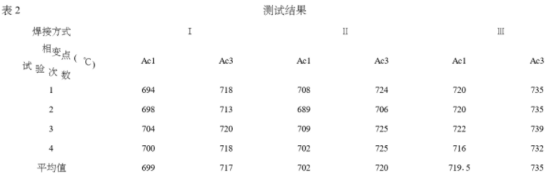
由表2數(shù)據(jù)可看出,第一二種方法所測(cè)相變點(diǎn)結(jié)果偏低,與U74鋼種實(shí)際相變點(diǎn)相差較大,且分散度也大,最高可達(dá)20℃.而第三種方法不僅重復(fù)性好,而且也符合U74鋼種的實(shí)際相變溫度。
3結(jié)果分析
通常高頻感應(yīng)加熱外表面溫度總是高于心部,但對(duì)于所用的小試樣來說,在升溫速度為200℃小時(shí)的情況下,,且設(shè)備的感應(yīng)圈是在真空恒溫的環(huán)境下工作的,其溫度的分布可以看為均勻的,。這從三種焊接方法所測(cè)得的相變點(diǎn)的平均值也可看出。
3.1分析討論
第一,、二種方法所測(cè)結(jié)果與U74鋼種實(shí)際相變點(diǎn)相差很大,。這是由于焊接圓頭大小及碳的影響。焊接圓頭越大,散失的熱量越多,,并且每次所焊圓頭大小不可能完全等同,這樣造成測(cè)溫結(jié)果偏低且使測(cè)溫分散度也較大。另外,將電偶兩極用碳弧焊進(jìn)行焊接時(shí),由于碳的擴(kuò)散,必然造成焊接圓點(diǎn)處碳含量的增加,,從而影響測(cè)試結(jié)果,。
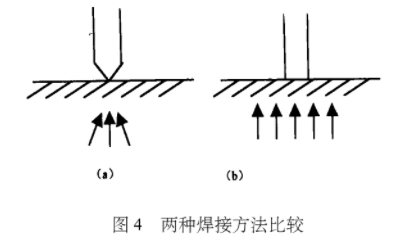
而對(duì)第三種焊接方法來說,其導(dǎo)熱誤差小。原因是:①熱電偶先焊在一起時(shí),由于焊接圓頭比熱電偶分測(cè)兩點(diǎn)的面積要大,所以散失熱量多,測(cè)量端溫度改變較大使溫度偏低,。反之,熱電偶分開焊時(shí)熱量散失少,測(cè)溫準(zhǔn)確,。②在相同的外界條件下,以圖4中(a)、(b)兩種焊法來說,若焊點(diǎn)面積相同,則它們通過兩個(gè)熱電極向外界擴(kuò)散的熱量可以認(rèn)為是一樣,但是它們所散熱量的來源不同,。(a)來源于一點(diǎn);(b)來源于兩點(diǎn),。因此(a)的導(dǎo)熱誤差大。所以以(b)的形式連接熱電偶所測(cè)結(jié)果準(zhǔn)確,重復(fù)性也好,。以第三種方式將熱電偶分別用儲(chǔ)能焊焊在試樣上可避免焊接圓頭大小的影響,。
3.2理論推導(dǎo)
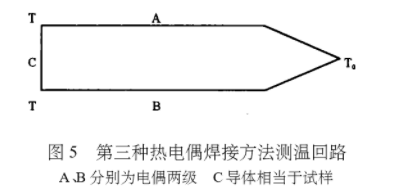
第三種熱電偶焊接方法測(cè)溫回路見圖5?;芈房傠妱?shì)為:

可見只要導(dǎo)體C均質(zhì),、均溫,導(dǎo)體C的加入不影響回路中的電勢(shì),總電勢(shì)與C導(dǎo)體無關(guān)。上式證明了熱電偶兩極分別焊接于試樣內(nèi)外壁上測(cè)溫的可行性,。且此方法測(cè)溫準(zhǔn)確可靠,。
4結(jié)論
經(jīng)實(shí)驗(yàn)證明,熱電偶兩極分別用儲(chǔ)能焊焊在試樣小孔的內(nèi)外壁上,所測(cè)溫度能準(zhǔn)確反映試樣溫度,重復(fù)性也較好。

